TIG Welding (Tungsten Inert Gas) consists in generating an electric arc with a non-consumable tungsten electrode in an inert gas shield. It is one of the most versatile welding methods, used for manual or automatic welding. We use this method to weld stainless and acid-resistant steels as well as aluminum alloys.
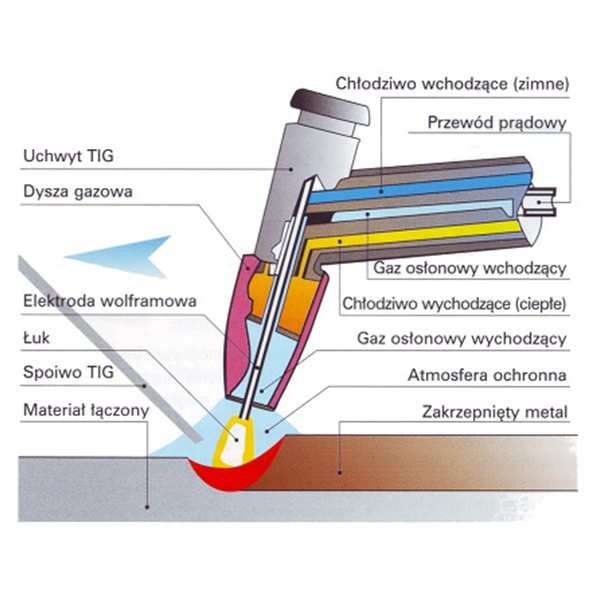
Scheme of TIG welding
After the tungsten electrode (non-infusible!) Is brought closer to the material to be welded (joined material), an electric arc appears which melts the material and the TIG binder (metal rod) is fed next to the torch, creating a liquid weld pool. After the arc moves away, the weld pool solidifies to form a permanent joint. Shielding gas is continuously supplied through the welding torch and its gas nozzle to protect the molten metal from the atmosphere.
The chucks can be liquid cooled (as shown in the diagram) – the coolant is fed to the chuck and works in a closed circuit with a cooler. Voltage is supplied to the tungsten electrode via a current cable from the power source (welding machine).

Pros
- universal method – you can weld almost all metals and alloys, in all positions,
- possibility of welding thin sheets – from about 0.5mm,
- high quality and cleanliness of the weld,
- easy control over the weld pool, the amount of heat and additional material,
- complete lack of splashes of liquid metal,
- ease of manual welding by the welder,
- possibility to mechanize and automate the method.

Cons
- low welding speed, low efficiency, especially with thicker elements,
- the quality of the welds depends on the skills of the welder,
- the operation of the ionizer, used to start the welding arc, may be a source of interference with other electronic devices.