Spawanie metodą MIG/MAG polega na spawaniu za pomocą łuku elektrycznego wytwarzanego pomiędzy elektrodą topliwą a spawanym materiałem. Elektrodą topliwą jest drut podawany w sposób ciągły. Łuk i jeziorko ciekłego metalu są chronione strumieniem gazu osłonowego.
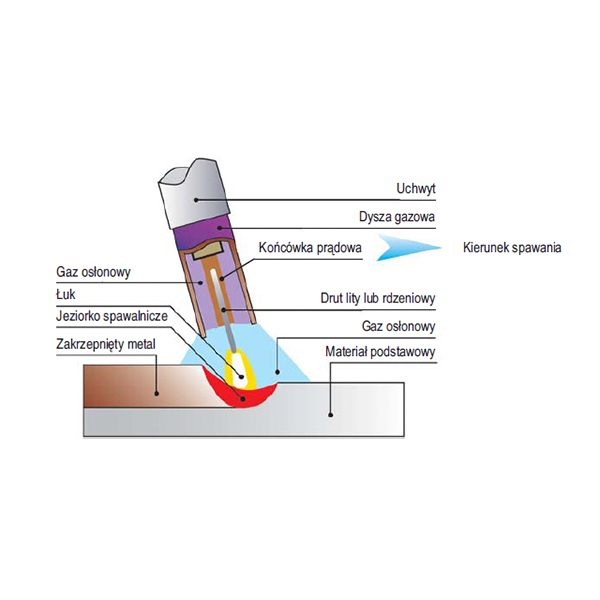
Schemat spawania metodą MIG/MAG
Z uchwytu wysuwa się płynnie drut spawalniczy, który ulega stałemu stapianiu w łuku elektrycznym. Materiał stopionego drutu miesza się ze stopionym materiałem łączonym tworząc płynne jeziorko spawalnicze. Po oddaleniu się łuku jeziorko spawalnicze krzepnie tworząc trwałe złącze. Poprzez uchwyt spawalniczy i jego dyszę gazową doprowadzany jest stale gaz osłonowy, który chroni roztopiony metal przed oddziaływaniem atmosfery oraz chłodzi uchwyt (stosowane są też uchwyty dodatkowo chłodzone cieczą).
Do drutu spawalniczego doprowadzane jest napięcie za pomocą przewodu prądowego wychodzącego od źródła prądu (półautomatu spawalniczego) i następnie przekazywane za pomocą miedzianej końcówki prądowej.

Zalety
- uniwersalna metoda – można spawać różne metale i ich stopy we wszystkich pozycjach,
- wysoka wydajność spawania – znacznie wyższa niż elektrodami otulonymi,
- relatywnie niski koszt materiałów spawalniczych – łączne koszty niższe o około 20% od kosztów spawania elektrodami otulonymi,
- dobra jakość spoin,
- możliwość zmechanizowania i zautomatyzowania metody.

Wady
- jakość spoin w dużym stopniu zależna od umiejętności spawacza,
- relatywnie wysokie koszty zakupu urządzeń i wyposażenia,
- spawanie MAG cechuje większa skłonność do powstawania przyklejeń i porowatości spoin.