Spawanie metodą TIG (Tungsten Inert Gas) polega na wytwarzaniu łuku elektrycznego za pomocą nietopliwej elektrody wolframowej w osłonie gazu obojętnego. Jest jedną z najbardziej uniwersalnych metod spawania, stosowana do spawania ręcznego lub automatycznego. Metodą tą spawamy stale nierdzewne, kwasoodporne oraz stopy aluminium.
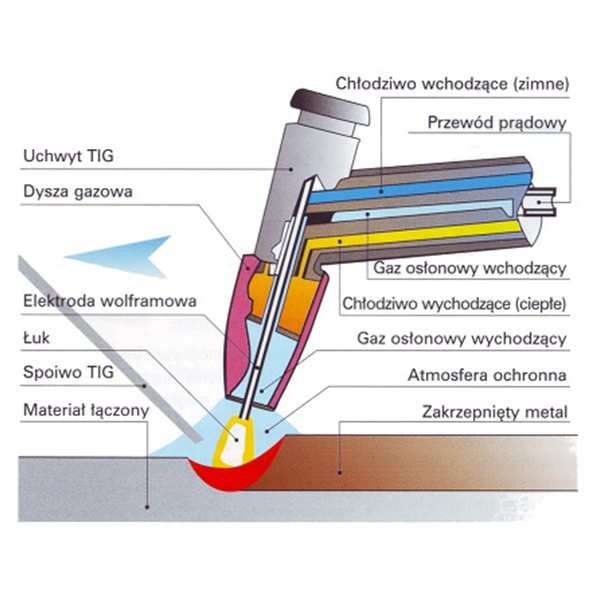
Schemat spawania metodą TIG
Po zbliżeniu elektrody wolframowej (nietopliwej!) do spawanego materiału (materiał łączony) pojawia się łuk elektryczny, który topi materiał oraz doprowadzane obok uchwytu spoiwo TIG (pręt metalowy) tworząc płynne jeziorko spawalnicze. Po oddaleniu się łuku jeziorko spawalnicze krzepnie tworząc trwałe złącze. Poprzez uchwyt spawalniczy i jego dyszę gazową doprowadzany jest stale gaz osłonowy, który chroni roztopiony metal przed oddziaływaniem atmosfery.
Uchwyty mogą być chłodzone cieczą (jak pokazano na schemacie) – chłodziwo jest doprowadzane do uchwytu i pracuje w obwodzie zamkniętym z chłodnicą.
Do elektrody wolframowej doprowadzane jest napięcie za pomocą przewodu prądowego wychodzącego od źródła prądu (spawarki).

Zalety
- uniwersalna metoda – można spawać prawie wszystkie metale i stopy, we wszystkich pozycjach,
- możliwość spawania cienkich blach – od około 0,5mm,
- wysoka jakość i czystość spoiny,
- łatwa kontrola nad jeziorkiem spawalniczym, ilością ciepła i materiału dodatkowego,
- całkowity brak rozprysku ciekłego metalu,
- łatwość manualnego opanowania spawania przez spawacza,
- możliwość zmechanizowania i zautomatyzowania metody.

Wady
- niewielka prędkość spawania, mała wydajność, szczególnie przy grubszych elementach,
- jakość spoin zależna od umiejętności spawacza,
- praca jonizatora, służącego do zajarzania łuku spawalniczego, może być źródłem zakłóceń pracy innych urządzeń elektronicznych.